CNC Centerless Thru-Feed Grinding Services
CNC Centerless Grinding at Midway Grinding Inc.
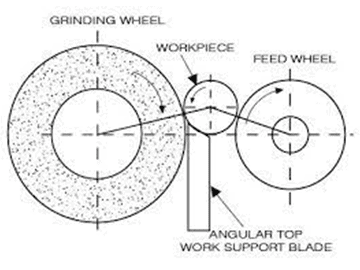
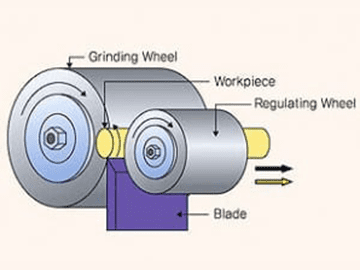
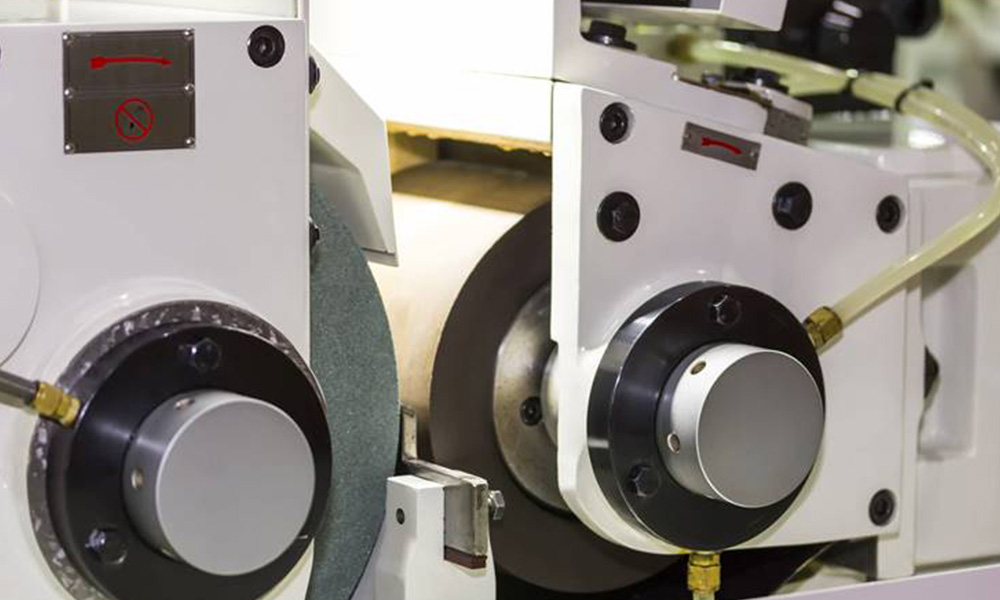
Centerless grinding is a process that holds the workpiece in the center between two grinding wheels that turn in the same direction. The left side grinding wheel stays in position as it spins. As it rotates, it applies a downward force towards the platform that holds the workpiece in place.
Forms of CNC Centerless Grinding
Midway Grinding Inc. offers CNC centerless grinding which include thru-feed and infeed/plunge grinding services.
Centerless Thru-Feed Grinding Services
Midway Grinding Inc. offers thru-feed centerless grinding for applications where the largest outside diameter only is to be ground.
Thru-feed grinding is best suited to grind straight, cylindrical partis with minimal slots and no interfering projections. Parts are ground by being fed in and out through regulating and grinding wheel in a straight line to ensure maximum grinding efficiency and therefore minimum costs.

Our Equipment
Midway Grinding Inc. invests in the latest equipment and technology to provide our customers with the highest quality components, parts, and services.
Our facility is equipped with several CNC models of centerless thru-feed grinders which provide the highest level of stability, performance, and repeatability.
We handle dimensions ranging from .050 to 5 inches in diameter and lengths up to 6 ft.
- Tolerances to .00005"
- Low cost, high speed, precision OD grinding
Benefits of Centerless Grinding
CNC centerless grinding saves time and money. As a result of the parts being loaded automatically, the process is quicker and easier to load parts into a centerless grinder. Also, projects smaller in size can be loaded in large quantities.
Centerless Grinding (Thru-Feed Grinding) Capabilities
Features
- High Precision Grinding
- Maximum Efficiency Grinding
- Minimum Cost Grinding
Dimensional Specifications
- Diameters from .050” to 5”
- Lengths up to 12 ft.
Tolerances
- Diameter tolerance to .000080”
- Surface finish to 4RA Max
- Roundness to .000025” Max
- Straightness to .000050” Max
Inspection Services
Operator and quality personnel inspections per ISO 9000 quality standards, customer requirements, or control plans.
Products
- Bars
- Bushings
- Gears
- Hydraulic Components
- Pneumatic Components
- Pins
- Pistons
- Printing Rolls
- Shafts
- Sleeves
- Spindles
- Spools
- Tubes
- Valves
Industries Served
- Automotive
- Aerospace
- Appliance
- Heavy Equipment
- Pneumatics
- Hydraulics
- Food Services
- Other
Frequently Asked Questions
Centerless grinding is a machining process that uses abrasive cutting to remove material from a workpiece
In through-feed centerless grinding, the workpiece is fed through the grinding wheels completely, entering on one side and exiting on the opposite. Through-feed grinding can be very efficient because it does not require a separate feed mechanism; however, it can only be used for parts with a simple cylindrical shape.
In-feed centerless grinding is used to grind workpieces with complex shapes. Before the process can begin, the workpiece is inserted manually into the grinding machine and the regulating wheel is moved into position.
The plunge grinding method employs a three-point positioning method which allows the smallest diameters The grinding wheel plunges into the workpiece to grind and restore the workpiece's surface.
Cylindrical grinding is a process where both the workpiece and the grinding wheel are constantly rotating. The grinding wheel feds towards and away from the workpiece OD grinders work on the external surface of an object as it is rotated between the centers.
The internal cylindrical grinding also known as internal grinding is a process of removing material in a precise way from inside diameter of a cylindrical workpiece.
Honing is an abrasive machining process that creates a precision surface on a metal workpiece by rubbing an abrasive grinding stone or grinding wheel against it. Honing is mostly used to enhance the geometric form of a surface but can also improve the surface finish.